0996-26-3630
0996-26-3630 0996-26-3076
0996-26-3076


ワイヤーカット放電加工機を使用して、多穴の連続加工を行う場合は、いかに機械を停止させてないかが非常に重要になってきます。
特にΦ0.05以下のワイヤー線を使用した場合は、ワイヤー線自体にコシがないために結線がうまくいかずに機械が途中で止まってしまうことが非常に多くなります。機械を連続で加工させるためにはいかに結線率を向上させるのかが非常に重要になりますが、通常ワイヤーカット放電加工機は立型仕様になっており、ワイヤー線は上から下に向けて結線を行うのですが、上のノズルはワークに対して接近させることができますが、下のノズルは接近させることができず構造上どうしても空間があいてしまいます。そのため、ワークにワイヤー線が通っても下のノズルとの距離が空いているためにノズルの中にうまく入っていかず結線率が低下します。
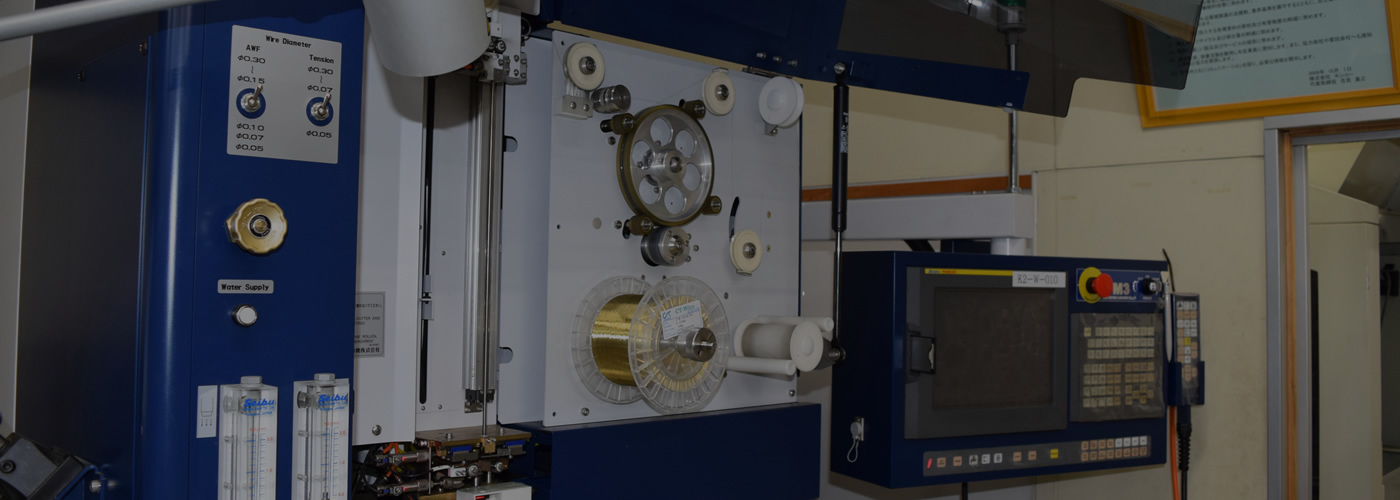
これを解決するために、弊社では横型仕様のワイヤーカット放電加工機を使用し、結線率の向上を図っています。横型のワイヤーカット放電加工機の特徴としては、右から左にワイヤー線を通す場合に両方ノズルを接近させることが構造上可能であり、結線率が大幅に向上します。従って穴数の多い連続加工の場合は機械を止めることなく連続運転が可能となっており、納期短縮にもつながります。これらの事により微細ワイヤーカット放電加工機を用いた多穴加工では、横型加工機を使うことでお客様の納期およびコストダウンのご要望に繋がるよう対応しております。お困りの微細ワイヤーカット放電加工の案件がございましたら、超硬加工.COMを運営する㈱キンコーにお問い合わせください。

また超硬加工.COMを運営する(株)キンコーが過去にお客様から受けたご質問はこちらです。
>>『ワイヤー放電加工での最小微細穴径を教えて下さい。』はこちら
>>『ワイヤーカット加工で使用可能なワイヤー線径を教えて下さい。』はこちら
>>『ワイヤーカット放電加工のみの依頼でも対応可能でしょうか?』はこちら
>>『超硬材へのワイヤーカットで、最小コーナーRはいくつですか?』はこちら
>>『ステンレスで製作している部品を、超硬に変更できますか?』はこちら
>>『超硬に対して、どのくらいの精度で加工できますか?』はこちら



キンコー")








の面粗度を高めるためのポイント")